

以下是:不锈钢复合管欢迎咨询订购的产品参数
产地 聊城 品牌 俊邦 材质 不锈钢 不锈钢复合管欢迎咨询订购,俊邦金属材料有限公司为您提供不锈钢复合管欢迎咨询订购的资讯,联系人:张经理,电话:0527-88266888、17768165506,QQ:3270109599,发货地:开发区工业园发货到山西省 吕梁市 离石区、文水县、交城县、兴县、临县、柳林县、石楼县、岚县、方山县、中阳县、交口县、孝义市、汾阳市。 山西省,吕梁市 2022年,吕梁市实现地区生产总值2418.9亿元,同比增长3.9%;一般公共预算收入完成342.18亿元,同比增长47.63%。
我们的不锈钢复合管欢迎咨询订购视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:不锈钢复合管欢迎咨询订购的图文介绍如今采购商品牌意识更强了,也都非常精明,买 不锈钢复合管,的选择性也更多,很多采购商直接开车到 不锈钢复合管,生产基地,一天能考察好多个 不锈钢复合管,厂家,产品到底好不好,他们都能很快知道。所以,只要用心做产品做服务,用户都能看得见。选择山西吕梁俊邦金属材料有限公司,选择放心。
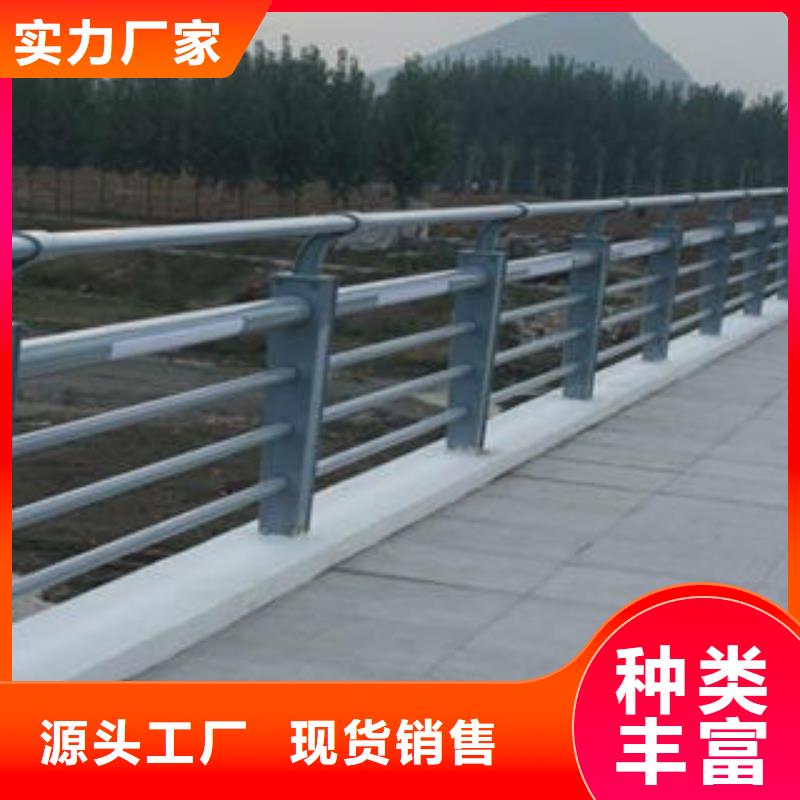
护栏立柱又称为防抛网,一般用于桥梁两侧做防护护栏用。护栏立柱网片通常采用低碳钢丝焊接而成,然后稳固于框架上,对经过桥上的行人,车辆起到一定的保护作用,即使稍有侧滑,也有护栏做防护,不至于掉到桥下,发生严重事故,立柱一般采用方柱,圆柱。 整体网面采用浸塑处理,即使恶劣气候,环境下,也不至于腐蚀,生锈,而且网片与立柱的连接采用护栏专用防盗螺栓,固定性好,防拆卸。
(1) 护栏立柱安装时应准确掌握各种设施的资料,特别是埋设于路基中各种管道的准确位置,在施工过程中不允许对地下设施造成任何破坏。 连云港护栏立柱防腐抗老化知识
(2)当立柱打入过深时,不得这样将立柱拔出矫正,需将护栏立柱基础重新夯(ben)时后再打入,或调整立柱位置。施工中接近深度时应注意控制锤击力度。
(3)安平的护栏立柱应安装法兰盘,注意这里法兰盘的定位和立柱顶面标高的控制。
(4)防撞护栏是桥梁的设施安装工程,是桥梁外观质量的重要组成部分。防撞护栏的内在质量在于原材料及加工过程,它的外观质量取决于施工过程,施工中要重视施工准备和打桩机的组合,不断总结经验,加强施工管理,是波形梁防撞护栏的安装质量得以保证。
不锈钢复合管栏杆压痕的深度知识
1、洛氏硬度
不锈钢复合管栏杆洛氏硬度试验同布氏硬度试验一样,都是压痕试验方法。不同的是,它是测量压痕的深度,洛氏硬度试验是当前应用很广的方法,其中HRC在钢管标准中使用仅次于布氏硬度HB,洛氏硬度可适用于测定由极软到极硬的金属材料,它弥补了布氏法的不是,较布氏法简便,可直接从硬度机的表盘读出硬度值。但是,由于其压痕小,故硬度值不如布氏法准确。
2、布氏硬度喀什不锈钢复合管栏杆压痕的深度知识
在不锈钢复合管栏杆标准中,布氏硬度用途广,往往以压痕直径来表示该材料的硬度,既直观,又方便,但是对于较硬的或较薄的钢材的钢管不适用。
3、硬度检测
不锈钢复合管栏杆的内径在6.0mm以上,壁厚在13mm以下的退火不锈钢复合管栏杆材,可以采用W-B75型韦氏硬度计,它测试非常快速、简便,适于对不锈钢复合管栏杆材做快速无损的合格检验。不锈钢复合管栏杆内径大于30mm,壁厚大于1.2mm的不锈钢复合管栏杆,采用洛氏硬度计,测试HRB、HRC硬度。不锈钢复合管栏杆内径大于30mm,壁厚小于1.2mm的不锈钢复合管栏杆,采用表面洛氏硬度计,测试HRT或HRN硬度,内径小于0mm,大于4.8mm的不锈钢复合管栏杆,采用管材专用洛氏硬度计,测试HR15T硬度,当不锈钢复合管栏杆内径大于26mm时,还可以用洛氏或表面洛氏硬度计测试管材内壁的硬度。
不锈钢复合管焊接过程中,工件和焊料熔化形成熔融区域,熔池冷却凝固后便形成材料之间的连接。这一过程中,不锈钢复合管通常还需要施加压力。焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等。19世纪末之前, 的焊接工艺是铁匠沿用了数百年的金属锻焊。早的现代焊接技术出现在19世纪末,先是弧焊和氧燃气焊,稍后出现了电阻焊。20世纪早期,随着 次和第二次世界大战开战,不锈钢复合管对军用器材廉价可靠的连接方法需求极大,故促进了焊接技术的发展。今天,随着焊接机器人在工业应用中的广泛应用,研究人员仍在深入研究焊接的本质,继续开发新的焊接方法,以进一步提高焊接质量。
不锈钢焊接要点及注意事项
首先,采用外特性垂直的电源,直流采用正极性(焊丝对负极)
1.一般适用于6毫米以下薄板的焊接,具有焊缝成形美观,焊接变形小的特点。(感谢观看自动焊接。)
2.保护气体为氩,纯度99.99%。当焊接电流为50~150A时,氩流量为8~10L/min;当焊接电流为150~250A时,氩流量为12~15L/min。
3.从喷嘴伸出的钨极长度为4~5mm,较好,角焊等屏蔽不良区域为2~3mm,深槽处为5~6mm。从喷嘴到工程的距离一般不超过15毫米。
4.为了防止焊接孔的出现,必须焊接部位的锈迹和油污。
5.焊接弧长,焊接普通钢,2~4mm为佳,焊接不锈钢,1~3mm为佳,过长保护效果不好。
6.底部焊道的背面应进行气体保护,以防对接时底部焊道的背面氧化。
7.为了用氩气保护熔池,便于焊接操作,钨极中心线与焊接处工件的夹角应保持在80~85°,填充丝与工件表面的夹角应为尽可能小,通常约10度。
8.风和通风。在有风的区域,应采取措施堵塞网,并在室内采取适当的通风措施。
选购不锈钢复合管欢迎咨询订购来山西省吕梁市找俊邦金属材料有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:张经理-17768165506,{QQ:3270109599},地址:[开发区工业园]。











